


Сварка TIG (Tungsten Inert Gas) — это вид дуговой сварки, при котором применяется сварочный электрод из вольфрама и инертный защитный газ. Такой способ, известный также как аргонодуговая сварка, позволяет соединять сталь, алюминий и другие металлы, обеспечивая высокое качество шва. В российской технической классификации данный процесс обозначается аббревиатурой ИН (инертный газ, неплавящийся электрод), а при использовании присадочного материала — ИНп. При этом TIG-сварка обеспечивает высокое качество соединения, но уступает по скорости и производительности методам с плавящимся электродом (например, MIG/MAG).

TIG-сварка идеальна для работы с тонкими металлами. Этот метод также активно применяется при сварке ответственных конструкций для работы с цветными и легированными металлами, включая алюминий, титан, магний и нержавеющую сталь.
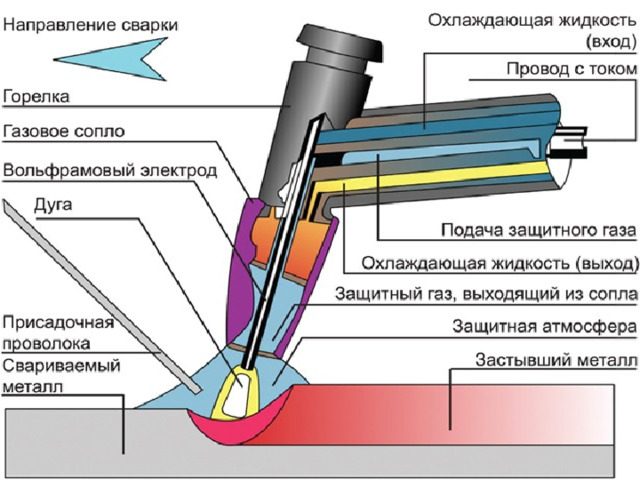
Принцип и особенности TIG-сварки
Во время работы между заготовкой и вольфрамовым электродом горит электрическая дуга, раскаляющая и плавящая металл основного материала. Расплавленный металл затем быстро охлаждается и кристаллизуется, образуя прочное неразъёмное соединение – сварной шов. При этом зона дуги и сварочная ванна защищены от контакта с воздухом потоком инертного газа (обычно аргона), который вытесняет кислород и предотвращает окисление расплавленного металла. Для формирования шва часто используется присадочный пруток из проволоки того же состава, что и основной металл, подаваемый вручную в зону дуги. Подача присадки и сам процесс сварки требуют высокой координации: сварщик одной рукой ведёт горелку, а другой добавляет присадочный материал по мере оплавления кромок деталей.


Основной инертный газ для TIG-сварки – аргон (реже гелий или их смеси). Аргон тяжелее воздуха и эффективно вытесняет его из зоны сварки, надёжно защищая дугу, электрод и расплавленный металл от окисления. Вольфрамовый электрод не плавится при сварке благодаря чрезвычайно высокой температуре плавления вольфрама (~3420 °C). В зависимости от свариваемого материала используется постоянный либо переменный ток: для стали, меди, титана применяют DC, а для алюминия и магния необходим AC, разрушающий прочную оксидную плёнку на их поверхности.
Классификация и маркировка вольфрамовых электродов
Вольфрамовые сварочные электроды легируют оксидами редкоземельных металлов для улучшения стабильности дуги, облегчения поджига и увеличения срока службы.
Основные маркировки:
-
ЭВЧ (Вольфрам чистый) — Электроды из чистого вольфрама (не менее 99,8%). Используются для сварки алюминия и магния на переменном токе (AC).
-
ЭВЛ (Вольфрам с лантаном) — Электроды с добавлением оксида лантана (от 1% до 2.5%). Подходят для сварки стали, нержавейки, меди и алюминия.
-
ЭВИ (Вольфрам с иттрием) — Электроды с добавлением оксида иттрия (от 1.5% до 3.5%). Обладают высокой эрозионной стойкостью и стабильностью дуги.
-
ЭВТ (Вольфрам с торием) — Электроды с добавлением оксида тория (от 1.8% до 2.2%). Использовались для сварки сталей на постоянном токе (DC), но в современной практике их применение ограничено из-за радиоактивности тория.
Преимущества TIG-сварки
Метод TIG обладает рядом важных преимуществ перед другими видами дуговой сварки:
-
Позволяет сваривать практически все металлы и сплавы, включая тугоплавкие и разнородные материалы.
-
Локализованный нагрев дугой минимизирует деформацию деталей при сварке.
-
Не образуются брызги расплавленного металла и шлаковая корка, поэтому шов не требует трудоёмкой зачистки после сварки. Сформированные TIG-швы получаются чистыми.
Несмотря на перечисленные достоинства, TIG-сварка отличается относительно невысокой скоростью работы и повышенными требованиями к навыкам и подготовке материалов. Процесс требует тщательной очистки поверхности деталей и использования дополнительного оборудования, что увеличивает стоимость и сложность работ.
Оборудование для TIG-сварки
Успех TIG-сварки напрямую зависит от качества и правильной настройки оборудования. Сердцем сварочной установки является сварочный инвертор — современный источник тока, который позволяет точно контролировать параметры дуги. В отличие от устаревших трансформаторов, инверторы обладают гибкой системой управления, что особенно важно для работы с различными металлами. Ключевые функции, доступные в инверторах: регулировка силы тока , настройка частоты и баланса переменного тока, а также управление временем нарастания и спадом тока, что позволяет плавно начинать и заканчивать процесс, предотвращая образование кратеров и дефектов в конце шва.
Не менее важным элементом является сварочная горелка. Она служит не только для удержания электрода, но и для подачи защитного газа в зону сварки. Основные компоненты горелки — это цанговый зажим, который надёжно фиксирует вольфрамовый электрод, и керамическое сопло. Сопло формирует и направляет ламинарный поток инертного газа, вытесняя воздух. Размеры сопел варьируются, и их выбор зависит от диаметра электрода и геометрии свариваемых деталей. Для высокоамперной сварки, где выделяется много тепла, используются горелки с водяным охлаждением, которые предотвращают перегрев и обеспечивают комфортную работу.
Наконец, ключевую роль в подаче газа играет редуктор-расходомер. Он крепится к газовому баллону и выполняет две важные функции: снижает высокое давление газа до рабочего уровня и точно регулирует его расход в литрах в минуту. Правильно установленный расход газа критически важен: его недостаток приводит к окислению шва, а избыток — к неэкономичному расходу и турбулентности, что может нарушить газовую защиту.